Что Вы ищете
?
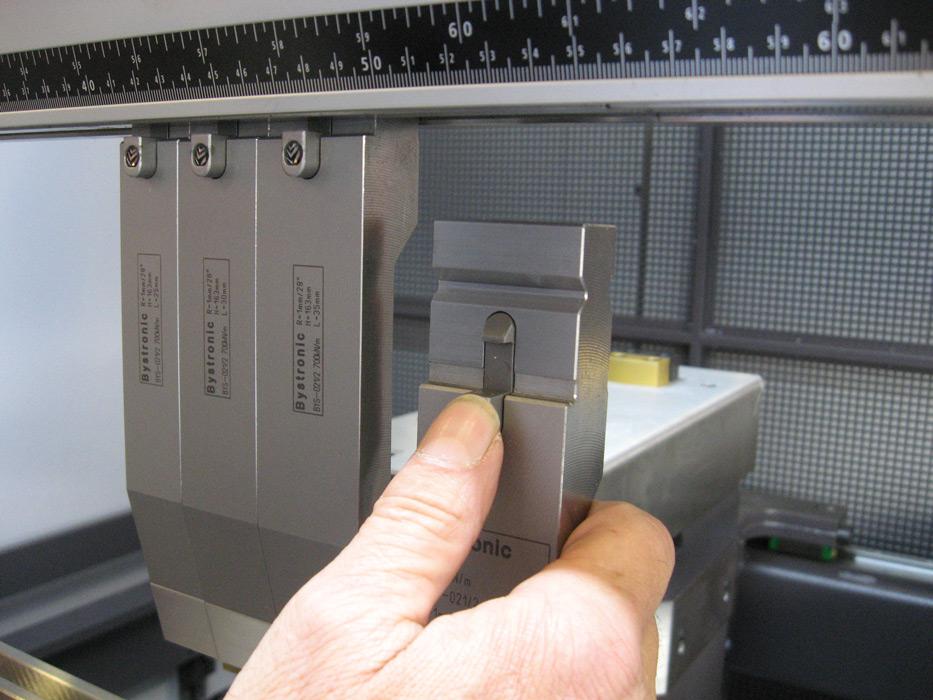
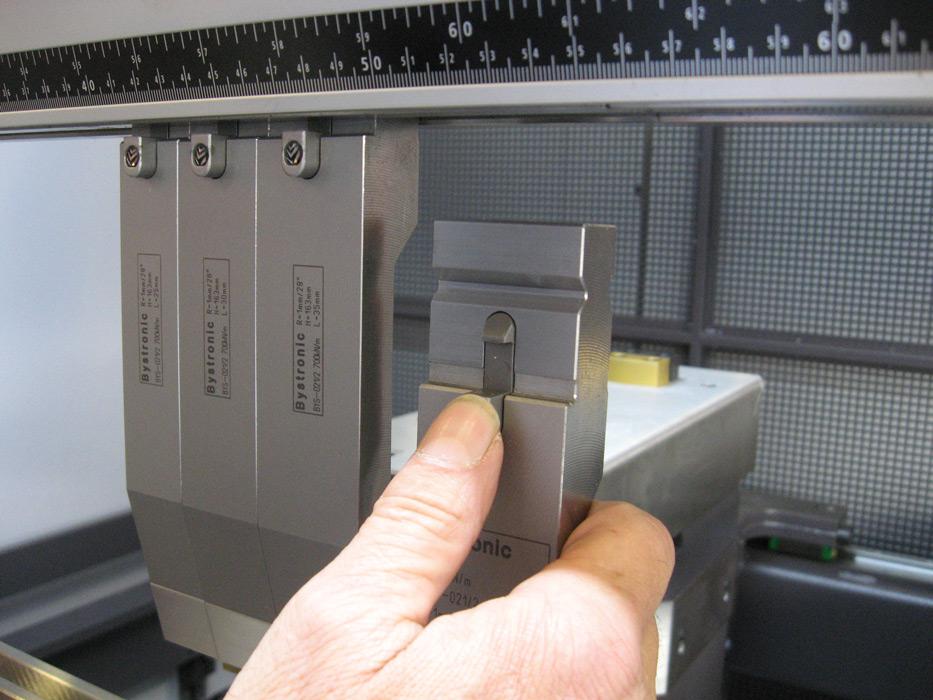
Самоподдерживающаяся установка. Вы должны иметь возможность загружать инструменты с поднятым подъемником. Система крепления инструмента должна удерживать несколько деталей на месте до тех пор, пока не будет приложено зажимное давление (см. Рисунок 2).
Самостоятельное размещение. При приложении давления зажима пуансоны механически поднимаются на место. Это исключает необходимость вдавливания пуансона в матрицу во время настройки.
Фронтальная загрузка. У вас должна быть возможность устанавливать инструменты с передней части машины. Это сокращает время настройки, поскольку вам больше не нужно тратить время на перемещение инструментов с конца листогибочного пресса. В большинстве случаев фронтальная погрузка также исключает необходимость использования вилочных погрузчиков и мостовых кранов.
Стандартные размеры. Инструменты стандартной высоты могут снизить необходимость в регулировке машины при смене работ. Передние опорные рычаги, высота заднего упора и предохранительные устройства остаются в одном и том же положении. А поскольку инструменты изготавливаются одинаковой высоты, вы можете добавлять готовые детали и быть уверенными, что они будут соответствовать вашим существующим инструментам.
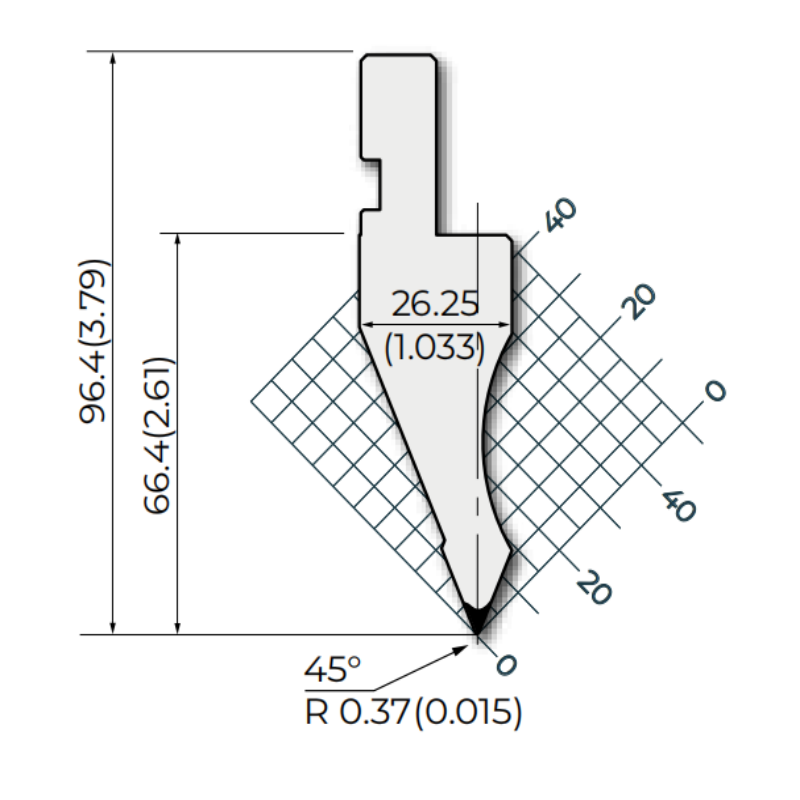
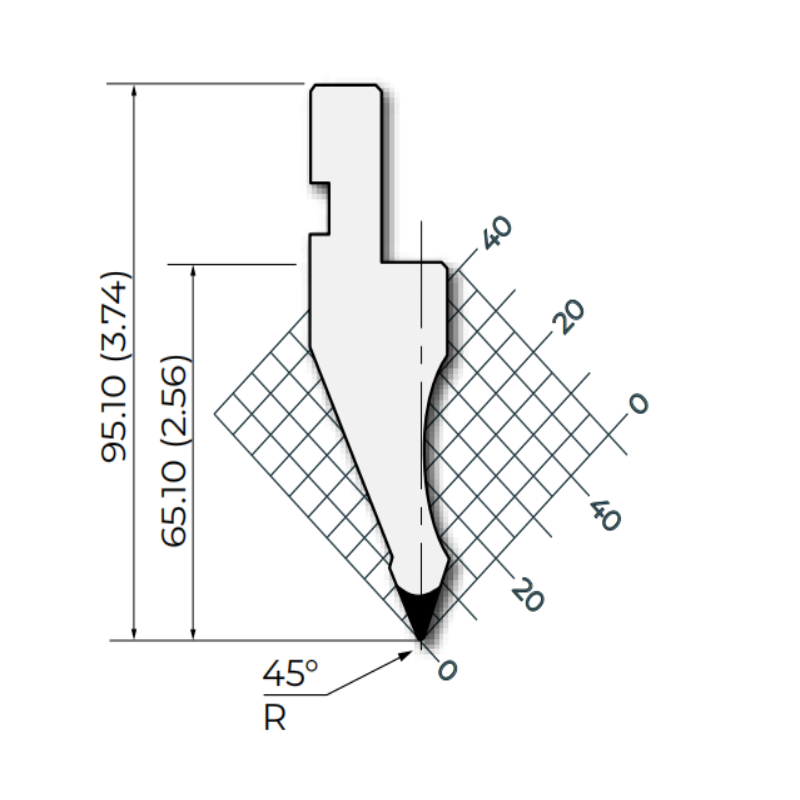
Многие высококачественные листогибочные инструменты изготавливаются в соответствии с метрическими стандартами. Таким образом, номинальный размер 0,250 дюйма. На самом деле V-образное отверстие составляет 6 мм или 0,236 дюйма. Более того, изгибы листового металла имеют слегка эллиптический угловой радиус, поэтому вам нужно только приблизиться, чтобы получить правильный результат. Для простоты британские размеры в этой статье округлены.
Обратите внимание, что последующее обсуждение сосредоточено на изгибе воздуха, и не без причины. Тенденция состоит в том, чтобы отказаться от дна или чеканки и по возможности использовать воздушные изгибы. Однако имейте в виду, что не все детали можно изготовить с использованием классических методов гибки на воздухе.
Операторы во всей отрасли используют самые разные инструменты для изготовления деталей одинакового или идентичного качества. Многие операторы изготавливают приемлемые детали с использованием неправильного инструмента, потому что у них нет доступа к нужному инструменту. Они заставляют это работать; но «заставить это работать» неэффективно и не повторяемо, и это может серьезно затруднить рабочий процесс. Лучшие методы выбора инструментов на самом деле должны преследовать одну элегантно простую цель: получить детали наилучшего качества за минимально возможное время.







 Поддерживается сеть IPv6
Поддерживается сеть IPv6
















{kind=link}